







Ziel dieses Projektes war es, den bestehenden Muster-Griff einzuscannen, sich daraus die stl-Datei ableiten zu lassen und im Anschluss ein gebrauchsfertiges Teil zu drucken, was den Eigenschaften des Altteils in nichts nachsteht. Der Griff wird leider nicht mehr nachgefertigt bzw. ist er am deutschen Markt nicht mehr erhältlich.
Scanner: Shining 3D
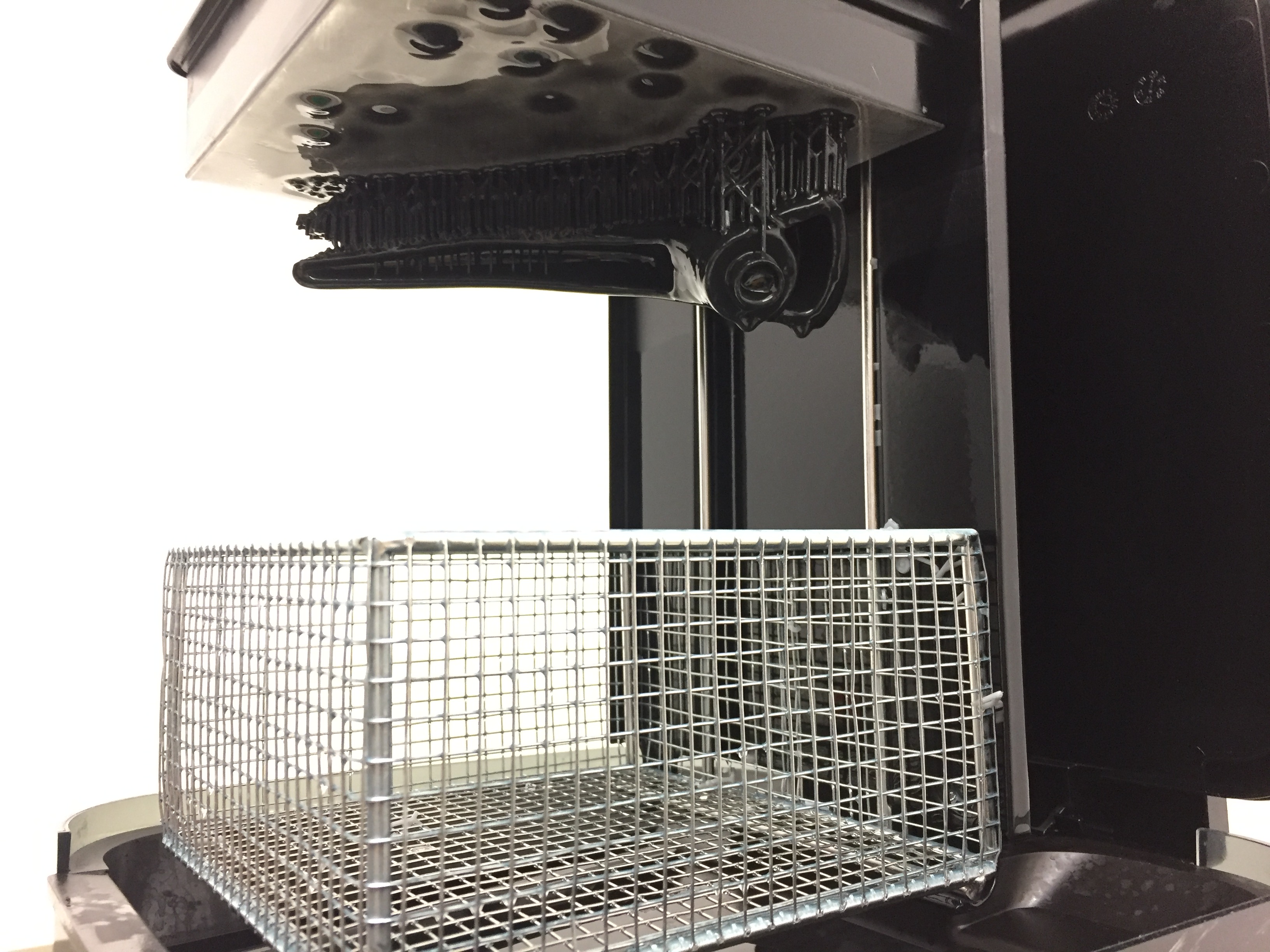
Drucker: Form 3 (Formlabs)
Harz: Formlab V4 Resin (schwarz)
Das Scannen des Bauteils nahm aufgrund der Bauteilgeometrie einiges an Arbeit ab. Der Griff wies wenige symmetrische Formen auf, die eine Zeichnung im 3D-CAD Programm nicht unmöglich gemacht hätten, jedoch ein wesentlicher Zeitunterschied zu vermerken ist. Schwierigkeiten gab es beim Scanvorgang vor allem beim Aufbringen des Teils auf den rotierenden Tisch. Durch die Vielzahl an Radien neigte er ständig zu kippen. Die Hohlräume und Hinterschneidungen (ursächlich hierfür sind das Spritzgussverfahren zur Fertigung des Musterstücks) wurden im ersten Durchlauf vom Scanner nicht erkannt, wodurch keine einwandfreie geschlossene Kontur erstellt werden konnte. Nach Umpositionierung des Teils auf die Seite und einer zweiten mit anderer Position und zweitem Scandurchlauf, konnte ein brauchbares Ergebnis verzeichnet werden. Mittels Klebestreifen konnte der Griff vorsichtig am Bett befestigt werden (praktisch wäre hier auch ein Stück Knete gewesen). Die Hinterschneidungen konnten somit sehr exakt aufgezeichnet werden. Anschließend wurden beide Scans in der Software zusammengefügt, was zu einem recht guten Ergebnis für einen nachfolgenden Druck führte.
Als Verfahren wurde hier die Stereolithografie (SLA) gewählt. Die Modelle weisen eine wesentlich feinere Oberfläche auf durch sehr dünne Schichten im Mikrometerbereich. Vorteilhaft ist dies für die Ergonomie des Griffes, der sich so angenehmer anfassen lässt. Ergänzend lässt sich sagen, dass das gewählte Verfahren ebenso stabilere Modelle/Teile produziert, die dem Anwendungsbereich (landwirtschaftlich genutzte Maschine) entgegenkommt.
Nach dem Druck ließ sich das Teil sehr gut von der Trägerplatte und Stützkonstruktion entfernen und ein großflächiges Ausbrechen der Oberfläche konnte vermieden werden. Wider Erwarten sind alle offenen Hohlräume gut ausgefüllt und verursachten keine weiteren Probleme während des Drucks.
Nach Reinigung und Härtung des Teils folgte eine Nachbearbeitung durch: das Setzen einer 10mm Bohrung zur Befestigung am Planenverdeck, leichtem Überplanen der Drehfläche mittels konventioneller Fräsmaschine mit Stirnfräser und leichtem Anschleifen der Oberfläche und einer Behandlung mit Kunstharzlack. So wird der Griff an die Optik des Originalteils angepasst und steht diesem in keinem Gesichtspunkt nach. Nichts desto trotz wird nach dem Projekt wohl eine 3D-Zeichnung folgen, um die Kerben und Fehlstellen des alten Griffes in Gänze zu eliminieren.
Sowohl Scan als auch Druck erfüllten die gewünschten Anforderungen und Eigenschaften des Vorhabens. Ein nicht mehr erhältliches über 60 Jahre altes Ersatzteil konnte so mit modernster Technik aus dem Bereich des Rapid Prototypings als Einzelstück nachgefertigt werden.