Ziel des Druckes war es eine Art Zauberstab zu erstellen, welcher keinem direkt aus den Filmen von Harry Potter gleicht, aber auf diesem Prinzip/nach diesem Design erstellt wird.



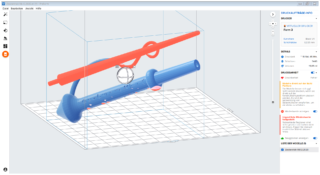
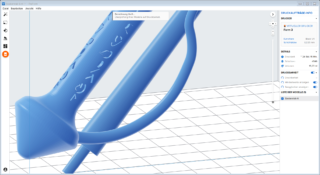
links (unten): Erster Druckversuch, Riss durch die zu geringe Einstellung der Auflösung
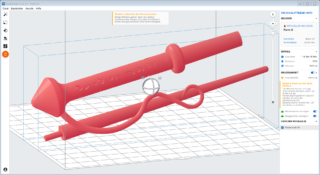
rechts (unten): Zweiter Druckversuch, durch falsche Platzierung ist die Materialstärke an der Passstelle geringer als geplant. Dadurch kam es beim zusammenfügen wieder zum Bruch.
Dafür wurde ein Zauberstab zuerst im Programm Inventor erstellt. Da die komplette Länge nicht in den 3D Drucker gepasst hätte, wurde er geteilt. Um ein späteres Zusammenfügen zu ermöglich wurde in das untere Teil ein Loch eingezeichnet und an das obere einen Stift welcher dann über Presspassung im unteren Teil des Zauberstabs befestigt werden sollte.
Bei der Erstellung der STL Datei ist ein Fehler passiert, welcher jedoch erst nach dem Druckprozess sichtbar wurde. Anstatt wie sonst immer bei der Umwandlung wurde anstatt der hohen Auflösung die niedrige angeklickt. Was dazu führte, dass die Dreiecke die bei der Umwandlung der STL Datei benötigt werden, am fertigen Produkt sichtbar wurden. Dies hatte zur Folge das die Presspassung durch die geringere Auflösung nicht mehr passte und der Zauberstab beim Zusammenfügen brach. Da der Stift nicht komplett gebrochen war, wurde in den unteren Teil ein Loch gebohrt und der Stift in dieses eingeklebt. Beide Teile halten, jedoch sieht man die Stelle an der er zusammengefügt wurde sehr deutlich. Durch die geringe Auflösung bei der Umwandlung wurde der Zauberstab auch eher eckig als Rund gedruckt, was sehr gut zu dem Griff passt jedoch nicht zum Rest des Stabes. Daraufhin wurde beschlossen einen zweiten Versuch zu starten.
Druckeigenschaften erste Version:
Raft Typ: Vollständig
Dichte: 1
Berührungspunkt Größe: 0,6mm
Raft Stärke: 2mm
Material Grey V4
Schichtdicke 0,025mm

Abbildung: Zauberstab Version 1, Riss in der Mitte deutlich erkennbar
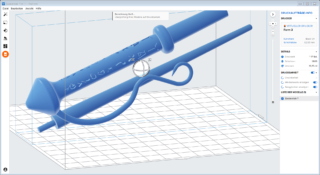
Für die zweite Version wurden ein paar kleine konstruktive Änderungen vorgenommen. Bei der Entscheidung für ein Material, fand ich nach einiger Überlegungszeit das Material Flexibel sehr interessant. Basierend darauf das in den Filmen die Stäbe auch unterschiedlich flexibel sind entschied ich mich für das Flexibel Material. Ansonsten wurde der Druck so gut es geht in der gleichen weise Positioniert und ausgeführt wie der erste. Die Schichtdicke bei diesem Druck betrug 0,05mm.
Schon nach der Herausnahme konnte man erkennen, dass das Verbindungsstück etwas dünner war als geplant, was dazu führte das der Zauberstab diesmal beim Zusammenfügen entlang der kompletten Bindung Riss. Die dünnere Stelle und damit die Chance einer stabileren Verbindungsstelle könnte mit einer anderen Positionierung verringert werden. Wenn möglich wird noch ein dritter Versuch für den Druck gestartet, bei welchem diesmal jedoch wieder ein anderes Material zum Einsatz kommen soll, da es an den dünneren Stellen doch etwas zu flexibel ist.
Die Gravuren welche in der Zeichnung eingegeben wurden, waren bei beiden Druckverfahren sehr gut sichtbar und auch mit einer Schichtdicke von 0,05mm nicht schlechter zu erkennen, wodurch ich für den nächsten Druck wieder diese Schichtdicke wählen würde. Die Entfernung der Stützstrukturen über den Mini Rafts Typ finde ich für die Nachbereitung einfacher und würde diese auch wieder wählen.
Nach einer längeren Pause konnte nun der dritte Versuch für die Fertigung gestartet werden. Das Bauteil wurde konstruktiv noch einmal leicht angepasst. Der Bogen/Griff wurde etwas abgeändert und führt nicht zum Bauteil zurück und die Passung wurde Stufenweise (nach oben schmaler werdend) aufgebaut. Damit sollte ein einfacheres Zusammenstecken ermöglicht werden. Bei der Konstruktion wurde vergessen, eine Fase anzufügen, was aber durch Feilen nach der Härtung noch hinzugefügt werden konnte.

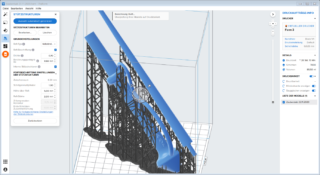
Bei dem Export in die STL Datei wurde eine sehr hohe Auflösung gewählt, welche auf dem unteren Bild aufgezeigt ist. Dafür wurden jedoch 28.367KB Speicherplatz benötigt. Da kein Risiko eingegangen werden sollte, dass die Auflösung zu ungenau wird, wurde der hohe Speicherplatz in Kauf genommen, um das gewünschte Ergebnis zu erzielen. Jedoch kann dieser Speicherplatz optimiert werden, da der Drucker auch nur bis zu einer gewissen Auflösung drucken kann. Weiterhin kann über eine Prüfung des einzelnen Auflösungsgrades und ein Einlesen in ein Programm, welches die STL Datei öffnen kann, eine Sichtprüfung auf die gewünschte Genauigkeit stattfinden. Daraus ergeben sich Möglichkeiten, Speicherplatz zu sparen, was wichtig wird, sobald häufiger Dateien erstellt und exportiert werden.
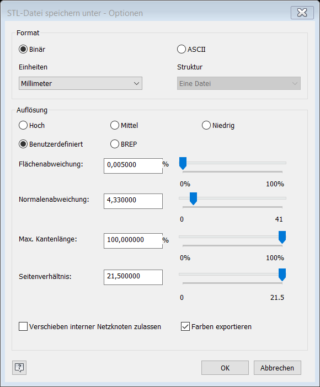
Normalabweichung: 25 –> 1.163KB
Normalabweichung 10 –> 2.915KB
Normalabweichung 7 –> 4.280KB Strukturen noch erkennbar
Normalabweichung 6 –> 7.810KB nur noch sehr leichte Strukturen erkennbar.
Normalabweichung 5,3 –> 8.823KB nur noch bei starker Vergrößerung sichtbar
Durch eine Prüfung der STL Datei können somit in diesem Fall ca. 20.000KB an Speicherplatz gespart werden. Auch kann angenommen werden, dass bei einem Normalabweichungswert von 6, Strukturen nur noch schwach erkennbar und bei einem Wert von 5, kaum noch erkennbar sind. Interessant wäre es dazu noch eine Probe zu drucken um bei 3 bis 4 unterschiedlichen Normalabweichungen die Qualitätsdifferenzen auch am gefertigten Produkt prüfen zu können.
Um Risiken in der Qualität zu vermeiden, wurde sich letztendlich doch für eine Schichtdicke von 0,025mm entschieden. Als Material wurde wieder V4 gewählt, diesmal jedoch in schwarz. Die Mini-Raft Stützen wurden beibehalten, um ein einfaches Lösen von der Bauplattform zu ermöglichen. Das Bauteil wurde so steil wie möglich (dass es noch in den Bauraum passt) angeordnet, um eine erneute Rissbildung zu verhindern. Der Druckprozess lief diesmal etwas schwierig an, da das Harz nicht in den Tank gelaufen ist. Mit Hilfe von Herr Fischer, welcher die festgewordene Stelle des Harzes entfernt hat, konnte der Druck danach problemlos durchgeführt werden.
Beim Entfernen des Bauteils von der Bauplattform ist der letzte Teil der Stützstruktur etwas eingerissen, das Bauteil wurde dabei nicht beschädigt. Das Bauteil wurde 60 min bei 60° gehärtet, damit wurde ein gutes Ergebnis erzielt.
Nach dem Härten war erkennbar das an dem Bauteil leichte Strukturen erkennbar waren, die wahrscheinlich durch die Verunreinigung oder Beschädigung der Bauplattform zu Stande kamen. Durch die schräge Anordnung des Bauteils im Bauraum entstanden so geschwungene dünne Linie. Diese haben gut zum Bauteil gepasst.

Leicht geschwungene Struktur
Die neu hinzugefügte Änderung (nur einseitig verbundener Griff) hat sehr gut beim Entfernen der Stützen gehalten. Beim Zusammenfügen der 2 Teile wurde diesmal vorsichtiger vorgegangen. Vor dem Zusammenstecken habe ich noch die vergessene Fase über Feilen an das Bauteil angebracht. Ich habe immer versucht, das Bauteil zusammenzustecken und wenn es nicht ging, durch Feilen die Passung zu verbessern. Nach dem 4. Mal Feilen konnten die 2 Teile über leichten Druck zusammengefügt werden. Die Passung hält diesmal sehr gut, ist jedoch noch sichtbar.

Durch eine steiler angeordnete Platzierung des Bauteils im Bauraum wurde die Stelle der Passung besser gefertigt und es kam nicht zur Rissbildung. Mit etwas Nachfeilen hat die Passung sehr gut funktioniert. Ziel wäre es wie schon bei der Kette das Bauteil noch einmal mit Harz bestreichen zu können und danach zu härten. Dies wäre besonders für die zusammengefügte Stelle sinnvoll, da sie so nicht mehr sichtbar wird und noch mehr Halt bekommen würde. Jedoch ist das Bauteil zusammengefügt zu groß um in den Härter zu passen.
Fertiges Bauteil: Passung hält, ist jedoch noch sichtbar
Insgesamt bin ich mit dem Endergebnis sehr zufrieden.