Additive Fertigung eines Kettenanhängers mit dem Stereolithografieverfahren.
Material: White Resin V4
Für die Konstruktion wurde das Zeichnungsprogramm Inventor verwendet (Abbildung 1). Die Herz Grundlage wurde aus einem andere Projekt importiert und durch Sweeping einer Dreieckigen Struktur die dann noch abgerundet wurde ergänzt. Wichtig war, dass die Sweepingstruktur den oberen Anhänger nicht berührt und dieser nach dem Druck und dem Entfernen der Stützstruktur dann freibeweglich ist. Um dies so einfach wie möglich zu gestalten wurde die Sweepingstruktur recht mittig im Anhänger platziert und so genügend Platz zu allen Seiten geschafft.
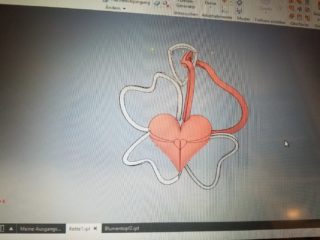
Abbildung 1 Zeichnung des Anhängers mit importierten Herz
Beim ersten Druckversuch wurde der Anhänger in original gezeichneter Größe gedruckt. Nach dem Druck stellte sich jedoch heraus das die Sweeping Strukturen in dieser Größe zu filigran waren und zwei brachen beim Entfernen der Stützstrukturen (Abbildungen 2 und 3).

Abbildung 2 Anhänger mit erst gebrochener Sweepingstruktur, die nach einer erneuten Beschichtung nicht mehr vorhanden war. Der blaue Punkt kommt durch die Aufhängung, welche auf Abbildung 3 zu sehen ist. Bei Aushärten berührte der Anhänger an einem weiteren Punkt die Büroklammer.
Der zweite Versuch wurde mit einer Skalierung um 2 gedruckt, hauptsächlich, um die Schwachpunkte des Objektes gut auszumachen und zu probieren, um wie weit die Stützen verringert werden konnten. Die Berührungspunktgröße wurde soweit herabgesetzt, dass die Berechnung der Slicing-Software diese “gelb” und nicht mehr “rot” markierte. Bei der Nachbearbeitung und Entfernung der Stütze brach diesmal nur eine Sweepingstruktur was mit der relativ dünnen Ausführung dieser Sweepingstruktur zu tun hatte. Nach der Nachbearbeitung wurde der Anhänger erneut mit dem flüssigen Material bestrichen und ausgehärtet. Das hat dazu geführt, dass der kleine Bruch nicht mehr vorhanden war. Wenn das Objekt gut eingepinselt wird, lassen sich mit dieser Nachbearbeitung kleine Fehler gut ausbessern.
Für den dritten Versuch wurden die bis dahin 2 gebrochenen Sweepingstrukturen in der Konstruktionszeichnung verstärkt um ein erneutes Brechen zu verhindern. Dieser Versuch wurde mit einer Skalierung von 1,6 durchgeführt. Die Berührungspunkte wurden wieder auf gelb verringert 0,35mm. Die Dichte betrug 0,8 über Mini Rafts mit einer Stärke von 0,75mm. Die Stützstrukturen wurden vor dem Härten entfernt, da das Produkt so noch nicht so spröde ist und nicht so schnell bricht. Die Strukturen liesen sich diesmal unproblematisch entfernen und es kam zu keinem Bruch. Der Anhänger wurde 30 Minuten bei 60°C gehärtet. Anschließend wurden kleinere Unebenheiten der Stützstrukturen noch durch feilen entfernt (Abbildung 4).

Abbildung 4 Finaler Anhänger
Der Anhänger soll zu einem späteren Zeitpunkt noch galvanisiert werden.